Reducing your spare parts/MRO inventory risk
But we need to hold this inventory. We need to be able to supply items in a timely manner — usually far more timely than the supply chain would allow. We also need to take advantage of purchasing and/or manufacturing efficiencies. So for economic reasons, we purchase more than we might immediately need, and hence we hold some inventory.
But these are both just examples of risk management, and ultimately we invest in inventories with the intention of minimizing the risk of some other potential loss or cost to our business. It therefore makes sense to periodically review inventory holdings through the prism of risk management.
However, when most companies ask the question: “Why are our spare parts/MRO inventory levels so high?” almost invariably the reply is, “Because the items are critical to us.” This response, while well-meaning, highlights one of the major problems of spare-parts inventory management: the misconception that setting a high maximum holding level for an inventory item is a risk minimization strategy.
This idea is just plain wrong, because stock out risk is a function of the minimum holding level, so setting a high maximum level does not reduce your stock out risk. The implication of this misconception is two-fold. First, companies leave themselves exposed to a higher risk of a stock out than they realize. Second, they tie up way too much cash in their inventories.
Think through the logic for a moment. A stock out occurs when there are insufficient items on hand to meet the immediate demand. The likelihood that this will occur is greater when there are fewer items on hand, and the point of lowest stock holding occurs right before the arrival of new items that replace those previously issued. This level is a function of the minimum setting value (which acts as the re-order point), the lead time for replenishment and the usage demand during that lead time. It has nothing at all to do with the maximum holding value.
By taking a more correct approach to setting holding levels, companies can put themselves in a position where they can greatly minimize the likelihood of a stock out and with that the costs associated with a stock out event.
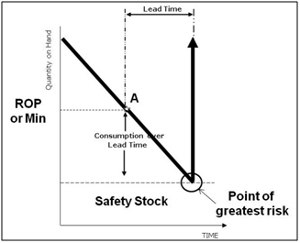
| Figure 1: The Classic Inventory Curve |
|
Figure 1 diagrams this situation. You can see that as you issue inventory, the quantity on hand reduces until the stock level reaches the ROP or Min value (point A). This is the point at which new (replacement) stock is ordered. We call the time that it takes for new stock to arrive the Lead Time, and while waiting on the new stock to arrive there will typically be continued consumption.
The point at which the new stock arrives and your quantity on hand increases technically defines your safety stock, but more importantly, it is the point of greatest risk for your business. This is because when you set an ROP or Min value, you are effectively saying, “This is the number of items that we need to hold to ensure that we will have the stock that we will require during the period while we wait for the replenishment stock to arrive.” Hence, it is this value that drives your stock out risk, not the max holding value.
So, when you conduct a review of your inventory holding levels, here are three things to consider for setting ROP or Min value:
- Can you predict the requirements for the item, i.e., is the item used as part of a planned activity or can its need be determined through other means such as condition monitoring? In this case you can minimize your risk with improved coordination of planning and parts purchasing.
- What is the “probable peak one-time” usage that you might require — that is, what is the maximum number that you might need for a single demand event? To minimize your stock out risk you need to set your minimum value based on this probable peak usage value, rather than an average. Note that I am saying “probable” usage, not “possible” usage.
- How many demands can you realistically expect during the resupply time?
By considering these questions and paying more attention to setting your ROP or Min values, you will go a long way toward reducing your stock out risks.
But wait, there is more! As mentioned above, not only can revisiting your approach to setting Min values help minimize your stock out risk, but it can also save you money on the total inventory holdings through reconsideration of the maximum holding values.
You see, once you realize that setting your Min properly manages your risk, you can re-evaluate your Max without being concerned about risk issues. This frees you from the need to set high maximums and enables you to focus on the purchasing and operational economics.
Consider the following example.
This company holds an operational consumable (a wearing part) that is critical to the quality of its production, and the equipment typically requires replacement of 140 each time. Because it is a wearing part, the maintenance team can plan and schedule the replacement task to fit in with the production schedule. Unplanned failure is unlikely but still possible. Usually, replacement occurs about every six months. The lead time for re-supply is approximately three months.
The company initially set the Max-Min for this item at 1,000-300. The logic was, a high Max helps ensure that sufficient items are on hand to meet operational requirements. Once the maintenance team had realized that the risk actually rests with the minimum holding level, the review team decided that it could set a much lower maximum and still maintain sufficient quantities to ensure ongoing operations. They decided to reset the values to 420-280.
This logic means that, assuming that they hold the maximum of 420, when a set is issued, the team will then be required to reorder another set. While waiting for that new set to be delivered, the team will still have two full sets on hand, in case something goes wrong during the three-month delivery time (or if there are delivery delays). From a risk perspective, this is still a very conservative position.
Importantly, however, the company’s maximum holding reduced by 580 items — and at $13 each, led to a reduction of $7,540 on this one item: achieved without any significant impact on their operational risk. Not a bad result.
There are many misconceptions relating to materials and spare-parts inventory holdings. Some are relatively harmless; some can have significant impact on both the risk exposure of the company and the amount of working capital that the inventory ties up. The idea that setting a high maximum holding level is a risk minimization strategy is one of these. The reality is that the stock out risk with inventory holdings results from the minimum holding level, not the maximum.
By recognizing this and changing the maximum accordingly, companies not only can be assured that they are minimizing their risk but also can realize significant reductions in their overall inventory investment.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!




