Bulk material handling, packaging system improves process performance
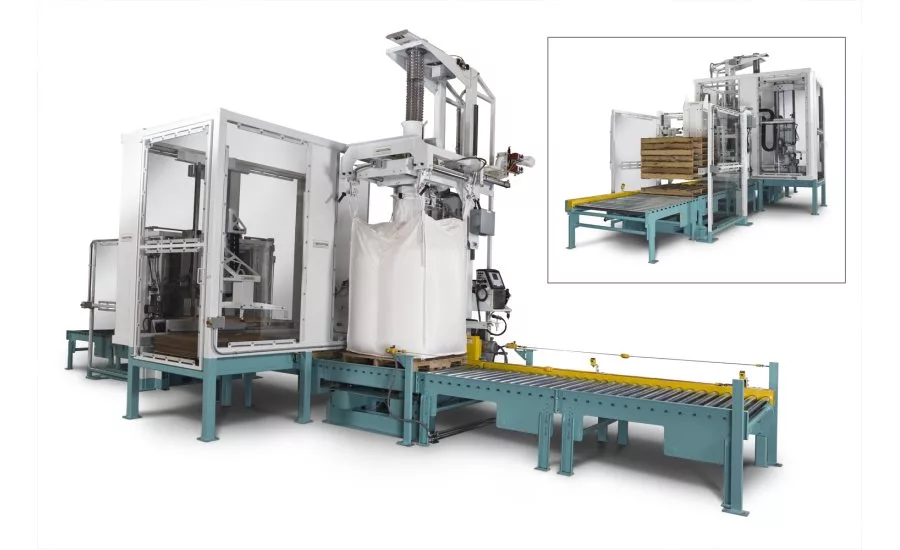
National Bulk Equipment, Inc. (NBE) introduces this automated, bulk material handling and packaging system built on the NBE integrated construction and controls infrastructure. The complete process sequence, including: pallet/base supply, slipsheet pick-and-placement, bulk material infeed, packaged contents isolated densification, NTEP-certified weighing, and finished-package accumulation conveyance operates on paired, process-specific structural framework chassis with all automation and control functions centralized to a single, menu-driven HMI to enable standardized and system-wide data reporting. The NBE integrated construction and controls infrastructure provides the basis for reduced total cost of ownership, relative to the common systems integration concept of bolt-together, divergent ‘islands’ of equipment, while also improving process performance and the accuracy of production data shared throughout the enterprise.
The NBE automatic pallet dispenser phase eliminates manual handling of pallets. The pallet stack, delivered by forklift, is conveyed into the dispenser where the stack is automatically formed and each pallet is aligned and staged to advance into the slipsheet dispenser. The slipsheet dispenser magazine can hold up to 2,500 lbs. of sheet. Sensors and automated controls guide the dispenser lift carriage along horizontal and vertical flanged cam rollers to provide highly accurate pick-and-place of up to 30 slipsheets per hour. The bulk bag filling stage of this NBE bulk packaging system uses a cantilevered fill head / bag hanger carriage design with pneumatic actions to bring the fill head and rear bag hooks to well within the operator’s reach; eliminating the need for the operator to step or lean into the equipment. This physical ergonomic design maintains optimal operator posture for safe and efficient operation. The 8 GPM hydraulic lift carriage easily and safely lifts bag capacities up to 4,500 lbs.; far exceeding the lift speed and capacity of ball screw designs. The NBE NTEP-certified (Cert. No. 07-108) hang-weigh system provides valid, accurate, and repeatable weighing of the bulk bags to an accuracy of +/- .05% of the 4,500-pound bag weight. The NBE bulk bag densification platform uses 3 Gs of high-speed, low-intensity vibration to settle material in the bag to a dense, stable, and safe load. The vibratory action is isolated from the deck and focused on the bulk package to ensure precise package weight accuracy.
This NBE automated, bulk material handling and packaging system was built to be compliance-ready at start-up and to conform to the specific, regulated processes and practices of the Class II, Div. 2, process area; including Type Z purge.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!




