Preventing product contamination with double tube plate heat exchangers
By Matt Hale, International Sales & Marketing Director, HRS Heat Exchangers.
Ensuring product safety is the number one priority for any food or drink producer, and a key aspect of this is avoiding contamination during production. Equipment design and construction plays a key role in achieving this, and the heat exchangers used for processes such as pasteurization and sterilization are no exception.
There are three main elements to preventing contamination occurring in tubular heat exchangers: production quality, system design, and system maintenance.
When it comes to quality, you generally get what you pay for. If a quotation for a new heat exchanger seems to be much lower than others, be sure to check the specification, particularly the materials that are being used. Not only is the quality of materials important (such as the use of stainless steel), but so too is the quality of construction. Welding needs to be precise and joints (whether rolled or welded) need to be smooth to prevent product fouling or lodging of product, while also being strong enough to maintain integrity under pressure. Most manufacturers will be happy to arrange for you to see their production facilities and to provide information on their fabrication processes and standards.
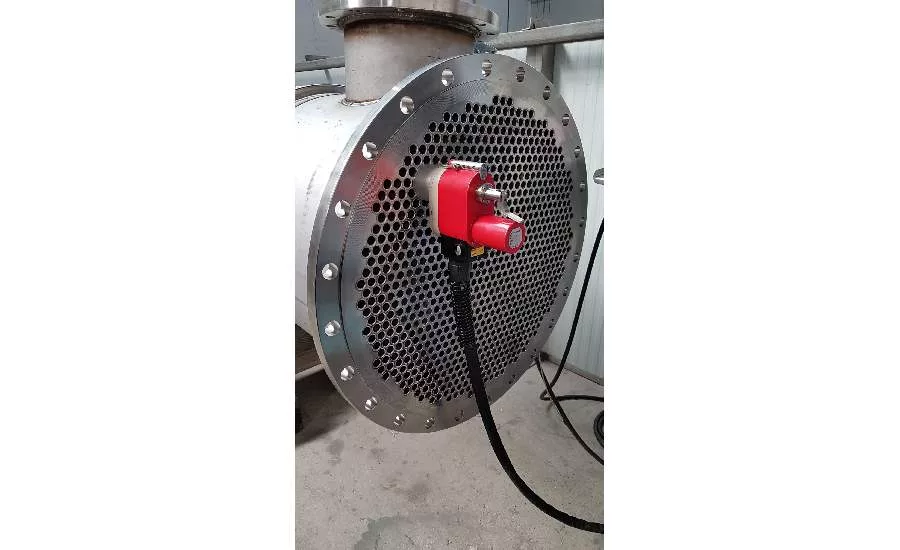
The type of heat exchanger and its design capacity will determine the number of tubes. At some point during the design process, the tubes will need to be supported and attached to the body of the heat exchanger – usually at the ends. The tube plate (sometimes known as the tube sheet) not only supports the tubes, but usually provides a barrier between the product and service fluid.
In terms of design there are two main methods to prevent cross contamination between the product and the service medium (heating or cooling) due to leakage in tubular heat exchangers. The first is to maintain a positive pressure difference between the product and the service fluid, so that should a leak occur, the product will always flow into the service fluid rather than vice-versa. However, in order to be successful this pressure differential must be maintained at all times, and appropriate sensors and monitoring systems must be included in the heat exchanger. It also adds a further level of complication when designing the operating pressures for the equipment.
The second option is to introduce a physical separation between two different tube plates; one for the product and one for the service fluid. This means that in the event of a leak from either the service fluid or the product, the material flows into a safety container or other vessel and no mixing of the two materials is possible. Because this option relies on a physical barrier, no additional systems are required, making construction, operation and maintenance of the heat exchanger much simpler. For this reason, HRS Heat Exchangers uses the double tube plate system in food production situations where contamination needs to be prevented, and double tube plates are included as standard with our S and SI Series of multitube heat exchangers, as well as the double tube DTA Series.
The gap between the two tube plates will depend on a number of factors, including the food products being processed and the space available for the installation, but can be effective even when the distance is just 3mm. Depending on the materials being used and the type of situation that the heat exchanger is used in, the gap between the two plates may be shrouded (with appropriate drain or inspection ports) or open.
Finally, it is important to regularly clean, inspect and maintain heat exchanger equipment in line with the manufacturer’s recommendations. For example, if handling acidic or abrasive materials (such as fruit juice) more frequent inspection and cleaning may be required. Regular cleaning will ensure that drain holes etc. operate correctly in the event of a leak, while maintenance and cleaning will reduce the risk of leaks occurring and provide an opportunity for any repairs.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!





