Supplier's Perspective
'Hidden' chilling problems take a toll at the mixer

Sometimes the little problems end up hurting the most.
At the mixer or blender, chilling may appear under control, but minor variations can creep in that may go unnoticed or unaddressed, adding unnecessary costs to your bottom line.
Of course, as the industry strives to meet higher demand for fresh products, it puts pressure on mixer chilling performance. Major meat and poultry processors already rely on cryogenic systems that inject either nitrogen (N2) or carbon dioxide (CO2) from the bottom of the mixer. When the goal is to maximize production, the first response is usually to manage by making little adjustments. Yet even small operator adjustments to a chilling process can add batch-to-batch variations that can threaten quality and erode efficiency. Relying on equipment operators to “eyeball” the solution is a sure recipe for inconsistency, inefficiency and unnecessary cost and delay.
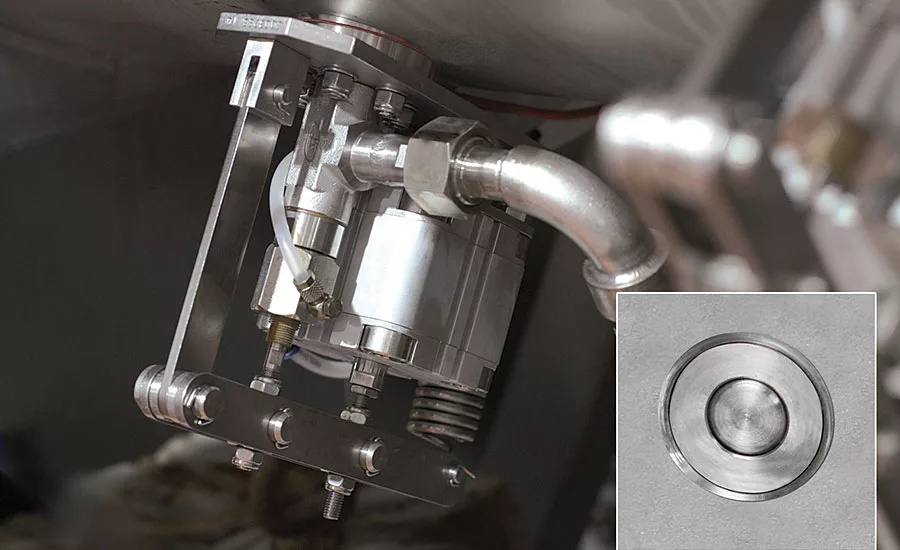
Consider the mixer in Figure 1. When a nozzle is plugged and not delivering cryogen, it creates a “hot spot” in the food mass so more chilling time is needed to achieve optimal forming temperature. If the operator notices, he may increase the cycle time. But if he does not hit the temperature target the first time, he chills the batch some more. Now some of the blended product becomes overchilled (and overworked) which wastes time and money. We estimate that an extra 30 seconds of cycle time on a single 3,000-pound mixer can easily cost more than $1 million in lost annual revenue potential per machine.
If the operator does not notice the problem, the resulting “hot spot” could detract from food quality efforts. Warmer product will plate out on blender walls, requiring extra time for cleaning and sanitation. Inconsistent product temperatures can also affect forming operations. Patties may not release properly from equipment, for example, and irregular and overworked product will have poor appearance in the final package.
The most likely cause of the unchilled line is a clogged injector, which usually does not happen all at once. With traditional injector designs, food particles tend to become trapped in nozzle orifices. The buildup impedes the flow of cryogen. Chilling performance slowly degrades during the day. For this reason, traditional injectors require removal and disassembly for daily cleaning. Some mixers may have 10 to 16 injectors, so this represents a significant, ongoing cost.
Of course, there could be uneven cryogen flow to the mixer for other reasons, especially with older bottom-injection control systems. Those, too, will result in unwanted process variations.
Advanced mixer chilling systems incorporate two elements that work together to combat and eliminate these hidden issues.
- Control systems are designed to ensure the correct flow of cryogen to each injector, and in the correct volume for every batch.
- Patented hygienic injectors (see Figure 2) mount flush to the inside wall of the blender and are designed to prevent food particles from entering the nozzles.
Most chilling problems can be solved without replacing the mixer. Hygienic injectors easily retrofit to most equipment and can be harnessed for consistent chilling performance and higher mixer throughput. Plus, they do not have to be removed for daily cleaning, saving additional time and money. NP
For more information, contact Linde (www.lindeus.com) 800-541-5455.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!


