Tippmann Innovation releases QFM, the fastest way to freeze palletized product
QFM is the next evolution of QuickFreeze, which over the last 10 years has replaced blast cells in new construction and retrofit of food production facilities and PRWs. The design of QFM improves upon the performance of QuickFreeze, while adding flexibility, remote control, and new ways to manage your blast freeze and tempering demand.
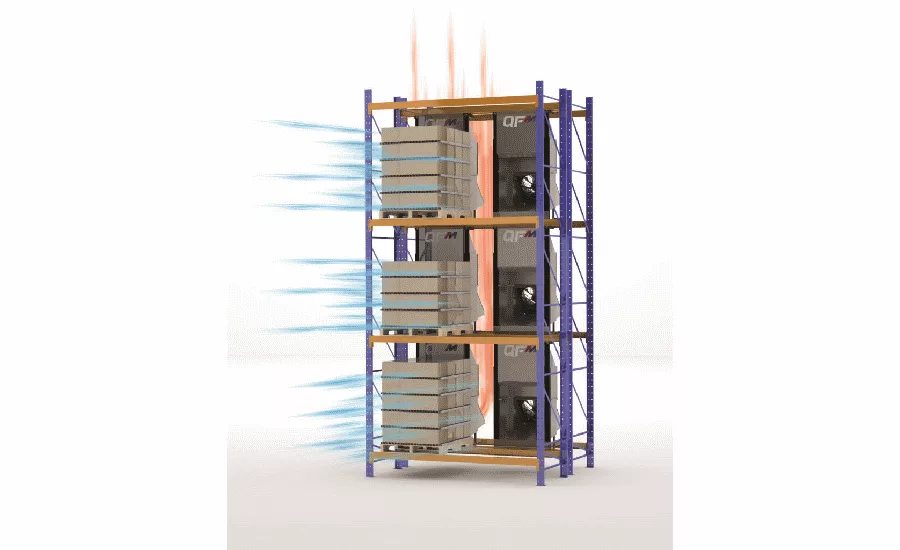
The flexibility of QFMs modular design allows operators to install and remove units from their facility in as little as 10 minutes per pallet position. Operating on 3 Phase power, the QFM units ‘daisy-chain’ together, using less than 1 amp per unit. If blast freeze is seasonal or the location for blast freezing changes, QFM is ready to follow demand.
Each QFM includes a control board, which connects to the cloud wirelessly through existing facility wifi. This allows the user to remotely monitor and control each unit, while important KPI data is pushed to the cloud.
Blast Freeze requirements for protein export have been changing in the last 3 years, and QFM allows operators to meet the new requirements quickly.
QFM is simple to operate. When a pallet is placed in front of the unit, the QFM automatically turns on and runs until the dwell timer expires. If the pallet is removed before the timer expires, the unit also turns itself off.
The dwell timer can be set remotely by manual user settings or programmatically by the operators WMS (Warehouse Management System). This allows the operator to define the dwell time by the SKU of the product.
QFM has undergone extensive field testing over the last year in refrigerated warehouses around the US, and Tippmann would like to thank those that participated in the beta program.
For more information visit https://www.ticold.com/qfm
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!




